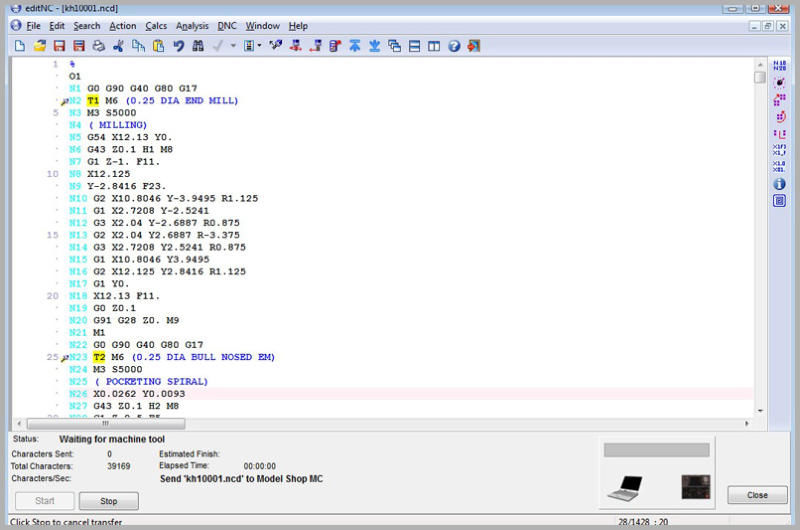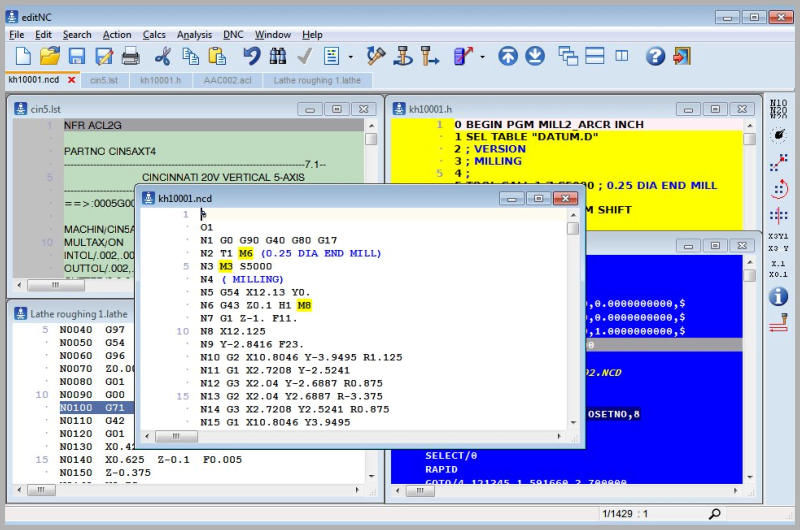
EditNC - Industry’s Most Competent CNC Editor
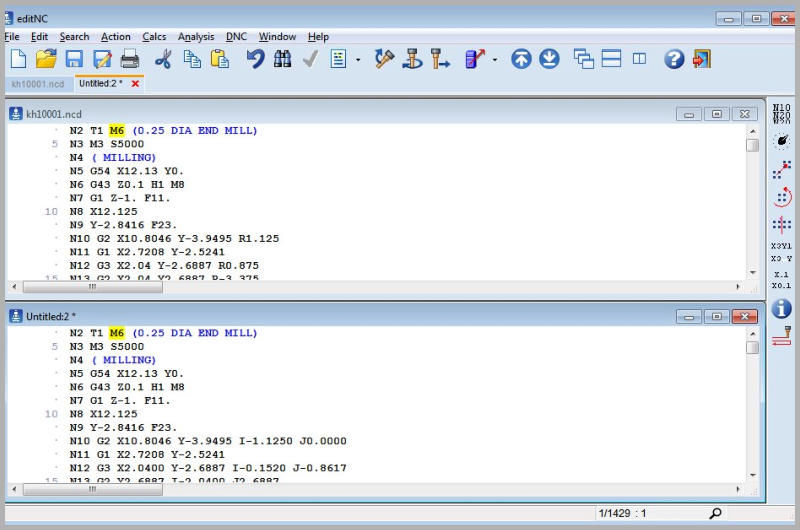
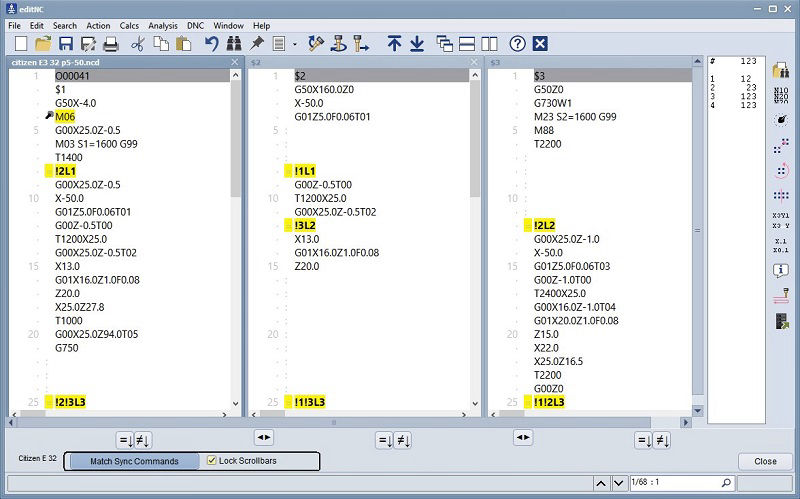
Some context-based highlighting is shown here. Several pre-set color schemes are available, or you can set your own preferences. The formats of the various windows shown here are determined by the file extension- G-Code, Heidenhain conversational, postprocessor listing, or APT CL format.